RESEARCH TOOL FOR JAPANESE FIBRE MANUFACTURER
WICKERT GmbH operates internationally. The company is known for having a good reputation. A Japanese fibre manufacturer thus allowed the company from the town Landau in Germany to design and develop a press for its production facility. The technical characteristics that the press possesses and why it meets the requirements of Industry 4.0.
A broad field of research and development is opening up to the key concepts of "new materials" and lightweight construction technology. A Japanese fibre manufacturer has commissioned WICKERT in Landau to build a press that is innovative in many respects and at the same time highly precise, with the aim of developing new materials.
PRESS WITH A MAXIMUM LEVEL OF FREEDOM
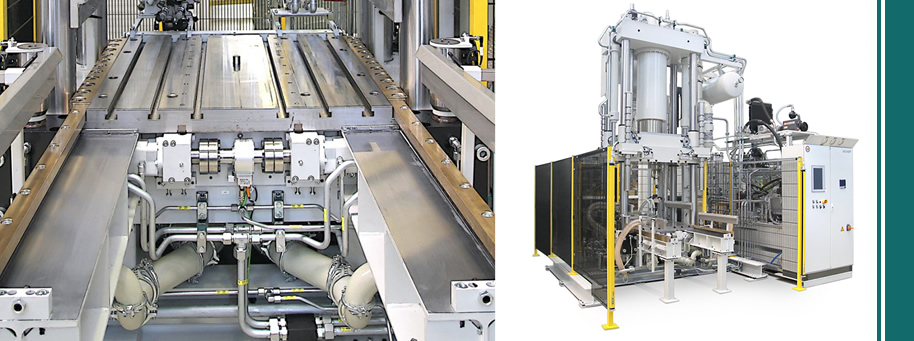
Maximum levels of freedom in terms of settings and programming options characterise this "research tool". This is a press in the WKP 3 000 S series. WICKERT's tried-and-tested modular system is also used for the structure of the 3000 kN press.
High-level process reliability and efficiency are ensured by finite element planning in combination with modern, reliable series components. This not only explains the comparatively short development and production time of the research press presented here of just ten months.
Measured in terms of performance and equipment, the level of investment for the "research press" remains close to that of standard presses.
THE PRESS IS BUILT FOR THE HIGHEST LEVEL OF PRECISION
The closing movement is very precise due to active control. The cycle time optimising top ram press achieves a tolerance of plan parallelism of ± 0.025 mm during the press run.
For comparison: “Normal" precision manufacturing comes with a plan parallelism under full load of 0.2 mm or 0.1 mm. On request, the WKP 3 000 S can even be delivered with a full load plan parallelism of just 0.1 mm.
The plan parallelism control offers the possibility of directly integrating an additional position measuring system device, which is mounted directly on the mould.
This “mould position measurement" increases the accuracy enormously. The closing speed is 250 mm/s, opening takes place at 150 mm/s with a stroke of 1 000 mm. The pressing speed is 0.5 to 1.0 mm/s. A 55 kW laboratory-standard quiet running hydraulic piston pump is sufficient to achieve these performance data and to work with moulds of pressing surfaces with a maximum size of 1 000 x 1 000 mm.
HOMOGENEOUS TEMPERATURE DISTRIBUTION
Another criterion ensures high-precision component production: The guaranteed and extremely precise temperature distribution of up to 1° Celsius in the mould over the entire surface. This exact, homogeneous temperature control - with an intended mould temperature range between 20 and 250 °C - is achieved by the 6-zone heating control developed by WICKERT. Five PT100 temperature sensors per mould, vacuum sensors, monitor this process. Two 20 kW oil heating systems provide the heat energy for the two independent temperature control circuits.
WITH OPTION PACKS FOR MOULD FUNCTION
Depending on the press task, additional hydraulic and pneumatic functions are installed directly near the mould mounting surfaces. This means that leak-free quick-release couplings make it easy to connect and disconnect corresponding functions for each test mould. Quick-release couplings also customize the heating and cooling:
Mould-related temperature profiles for heating and cooling rates can be programmed as a function of time and pressure for the respective process step. This is possible thanks to two independent mould temperature control circuits. The temperature is controlled by thermal oil.
The temperature control circuits can also be coupled to a wide variety of mould types via quick-release couplings.
THE OPERATOR DECIDES
The movement of the sliding table of the press and the lifting movement of the upper half of the mould are space-optimized. All mould lines and cables are flexibly guided. The operator of the press decides whether they will work with or without a sliding table. Thanks to this option, the table can be used if necessary, while at the same time the press works without a sliding table. This concept allows for the fastest closing times from pressing "automatic start" until closing the mould.
CAN BE CONTROLLED PROPORTIONALLY WITH NEGATIVE PRESSURE
The production of ever more complex part geometries requires a very accurate, controllable vacuum chamber system. The vacuum supply with a target negative pressure of -0.05 MPa can be controlled proportionally. This allows the material scientists to set all pressures from the maximum negative pressure to atmospheric pressure and to also achieve these pressures in the mould. This is made possible by a pump storage system that can also be operated directly from the pump for high vacuum.
The vacuum chamber not only helps to prevent air pockets, but also prevents the ingress of dirt particles during the pressing process. The vacuum chamber thus makes an important contribution to high process reliability. The ventilation is not done against atmospheric pressure, but against vacuum pressure and it is therefore much more effective.
INDUSTRY 4.0 COMPLIANT EQUIPMENT
The press functions are controlled directly by the PLC master controller. The programming follows a closed control loop. The operation of the press and the new control concept were adapted to the wishes of the Japanese plant operator. For example, ten pressing operations can be stored.
The process data logger is equipped with PC, Ethernet and Profibus interfaces. The interfaces and documentation options including remote diagnostics are absolutely in line with Industry 4.0 standards.
The Remote Monitoring Service enables automatic data exchange with the WICKERT Diagnosis Centre worldwide. This facility helps on three levels:
- Support and advice for the press operator
- Troubleshooting
- Process optimisation
Using the on/off switch of the router, the user can decide whether they will maintain a data connection. The connection itself can be made via WAN (Wide Area Network), DSL and GSM.
"With this facility, which we have taken for granted for many years, we guarantee the highest possible system availability and optimal processes at the same time. WICKERT presses are being operated all over the world and our users should receive fast, competent service wherever they manufacture, and operate their presses as economically as possible.” said Dipl.-Wirt.-Ing. Stefan Herzinger, WICKERT Managing Director
The operator can also rely on the secure reproduction reliability of the system. Extensive pre-shipment tests were carried out on the system that was constructed in close cooperation with the client to verify that all the specified parameters were met.

