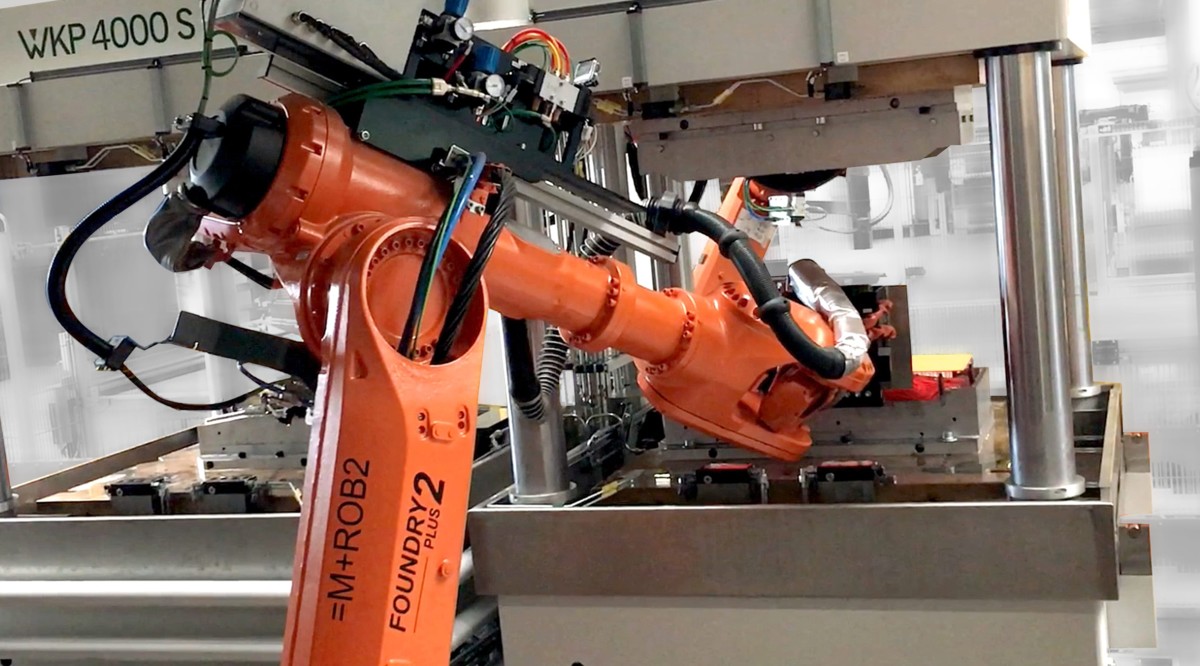
Umformen und Härten
Die auf Härtetemperatur erwärmten Bauteile werden in einem Werkzeug zunächst umgeformt und dann im dem selben Werkzeug abgehärtet.
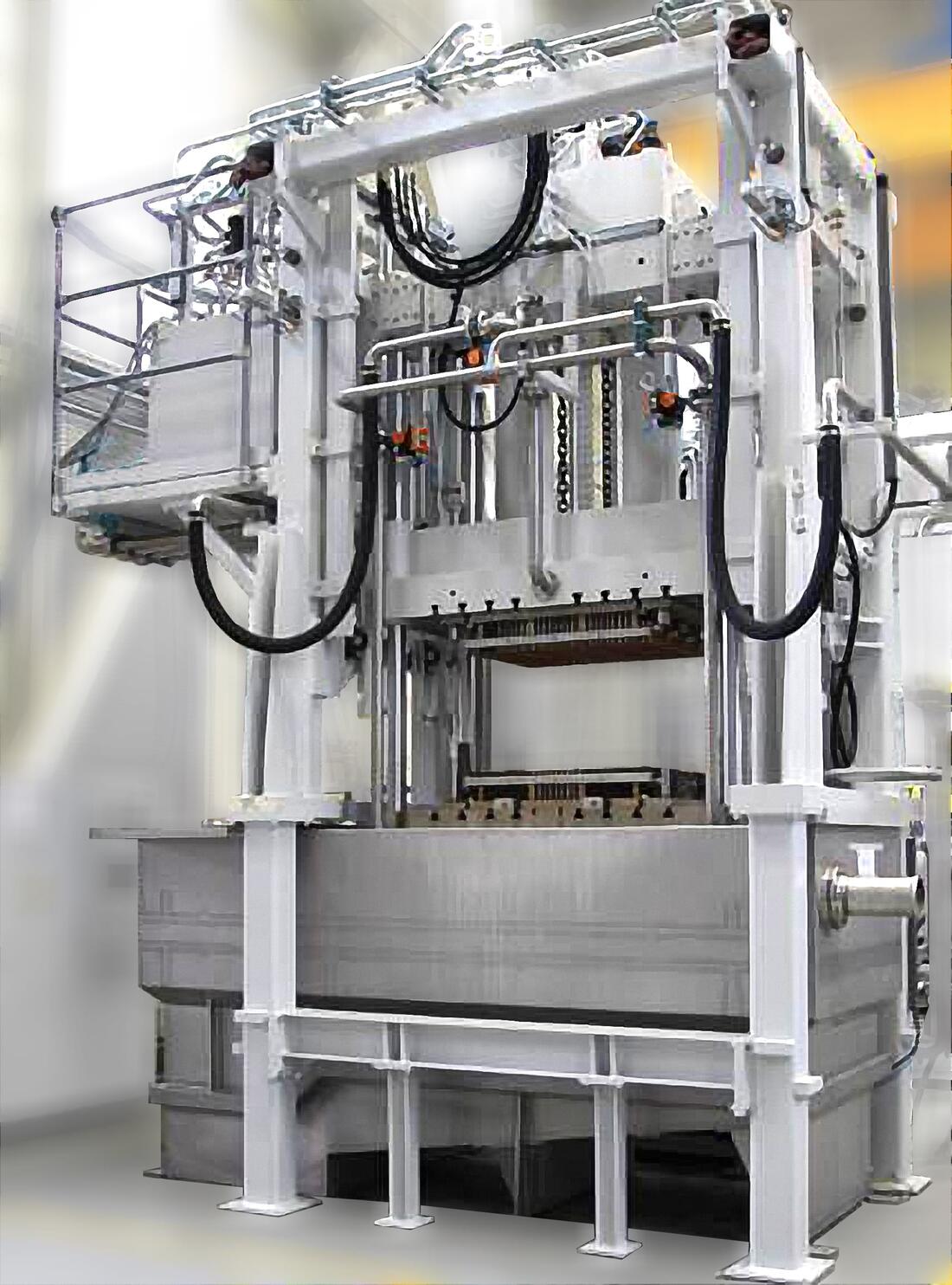
Dies kann einerseits mit einer Quetten-Presse realisiert werden, die komplett zusammen mit dem Werkzeug in ein darunterliegendes Kühlbecken abtaucht.
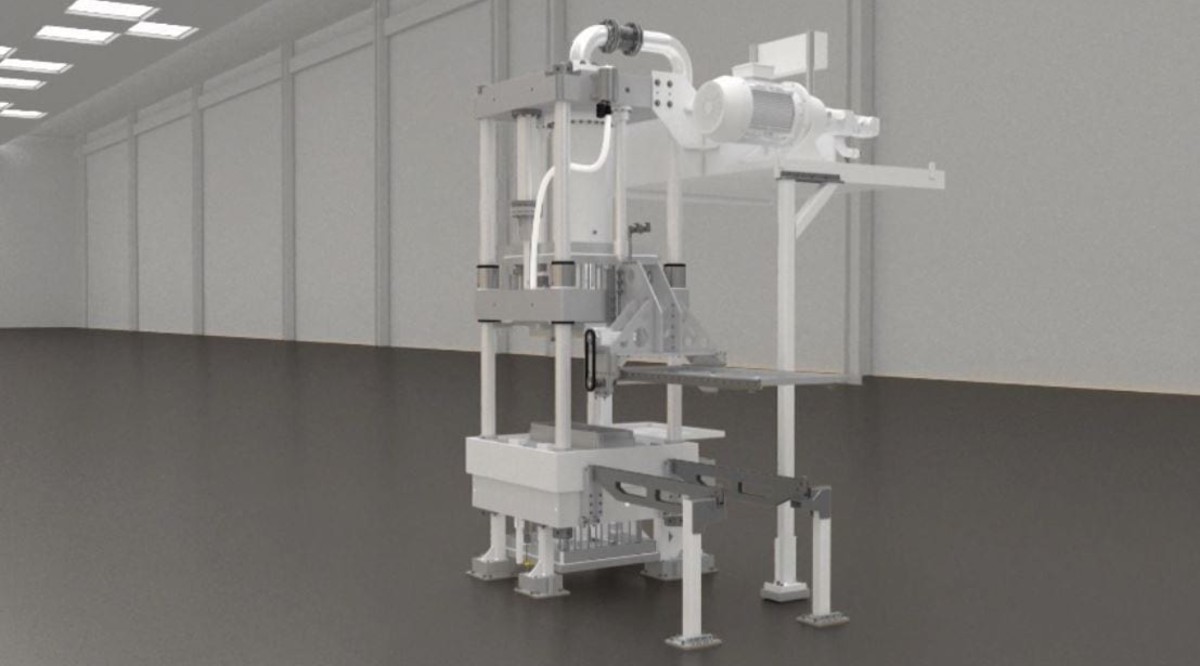
Andererseits kann dies auch in einer Umformpresse mit geschlossenem Werkzeug realisiert werden. Hierfür hat Wickert ein neues Konzept entwickelt, das beide Funktionen vereint.
Einer der Vorteile dieses Konzepts besteht darin, dass die Presse mit Werkzeug nicht mehr in ein Kühlbecken abtauchen muss, sondern das Abschreckmedium wird durch ein optimiertes Nutensystem im Werkzeug und einem hohem Volumenstrom an das Werkstück geleitet.
Dieser hohe und eng anliegende Volumenstrom reduziert die Dampfhautphase und bringt eine signifikante Verkürzung der Kühlzeit.
Das Konzept erspart weiterhin bauseits eine Pressengrube und reduziert den Anschaffungspreis der Anlage erheblich.




{kind=link}
{kind=link}
{kind=link}
{kind=link}